What’s Special About Special Processes?
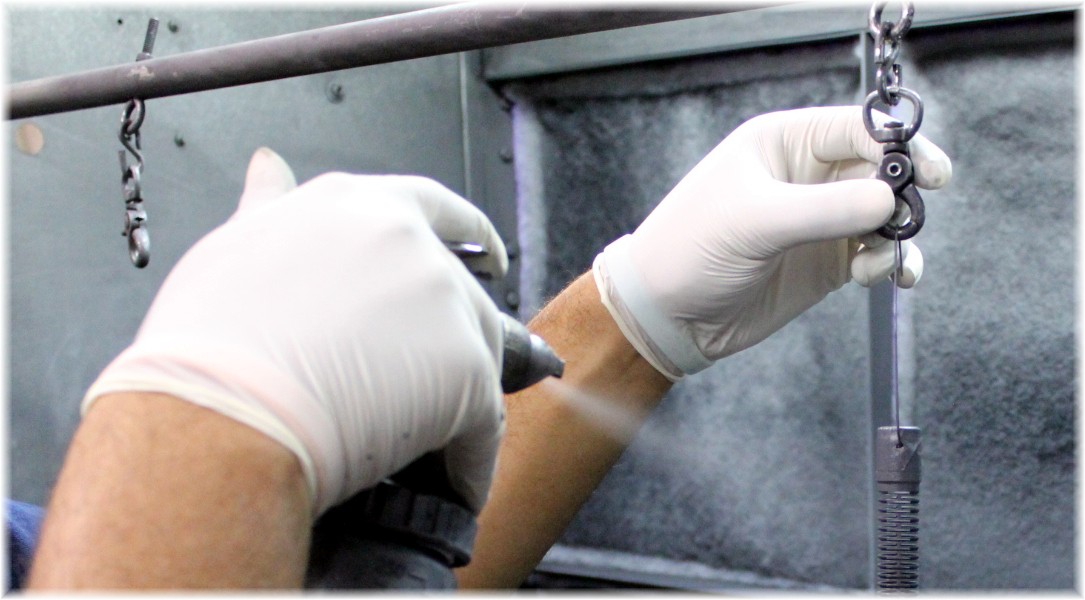
Dry Film Lubrication
Any process that could change or alter a parts material or physical integrity by introducing stresses with mechanical, thermal, or chemical operations may be considered a Special Process. In most cases Special Processes are controlled by the OEM’s and you must validate the special process in order to ensure there are no deficiencies as a result of the Special Process. In many instances, special processes are those that your organization is unable or unwilling to do yourself.
The need for accreditation of manufacturing processes is most obvious in the aerospace industry, where there exists an industry-managed program for quality systems and Special Processes called Nadcap (National Aerospace and Defense Contractors Accreditation Program). Nadcap auditors are required to be experts in the particular Special Processes they audit.
Before a Nadcap Special Process audit can be conducted, your quality system must be certified to AS9100, AC7004, or equivalent. Nadcap uses prime and industry standards of conformity in Special Processes. For a company’s Special Process to meet Nadcap accreditation, specialized Nadcap audits for individual processes are required.

Pre-Bond Priming
Nadcap accreditation in Special Processes is a mandatory requirement if you are a supplier for General Electric, Boeing, Airbus, Honeywell, Rolls Royce, Sikorsky, and many others. Nadcap accreditation is based on Special Processes used by aerospace suppliers such as:
- Dow Coatings on Magnesium
- Dry Film Lubrication/Anti Gall
- Passivation
- Nondestructive Testing methods
- Magnetic Particle & Dye Penetrant Inspection
- Millipore®/Precision Cleaning
- Shot Peening
- Adhesive Bonding
Special Processes involve extensive, criteria-specific practices and require qualified personnel, approved equipment, and verification of defined procedures.
Subcontracting your Special Processes gives you the freedom to continue manufacturing quality parts without costly additions to your operation. You get the benefits of delivering industry-approved product while saving money, reducing lead times, and focusing on what you do best.